新聞資訊
最新資訊
聯系我們
手機:18769583637
聯系人:魯經理
公司新聞
耐候鋼切邊易出現問題及處理措施
作者:山東久礦金屬材料有限公司 發布時間:2020/10/10 9:35:59
耐候鋼切邊易出現問題及處理措施
山東久礦金屬材料有限公司(18769583637)談耐候鋼切割容易發生問題和處理措施。
耐候鋼的邊緣剪切使整卷耐候鋼的寬度達到設定值。生產0.5mm以下的耐候鋼,在高速轉帶的過程中,容易發生以下問題
1.局部拱起
在高速運行帶的過程中,切口的耐候鋼突然局部拱起。
1)原因
壓力環的外徑與刀盤的外徑尺寸不合理,或者重疊量參數的設定過大,上下壓力環對耐候鋼的壓力變形。
處理措施:根據耐候鋼的厚度重新配對適合刀盤的壓環或適當減少重疊量參數。
2)原因
圓盤剪切穩定輥面磨損,操作側與傳動側輥縫不一致,剪切時耐候鋼兩側不能保持同樣的張力,瞬間局部拱起。
處理措施:保證穩定輥面的完整性和安裝精度,調整穩定輥的縫隙,使耐候鋼在進入圓盤前保持穩定運行,可以防止瞬間局部拱起。
3)出生原因
糾偏輥或纏繞機芯軸與單元中心線不垂直,在纏繞張力的作用下,耐候鋼兩側的張力不一致,運行的耐候鋼向張力小的一側滑動,與刀盤擠壓,張力不同,單位時間內用圓盤剪切耐候鋼兩側的總長度不同,累積瞬間局部拱起。處理措施:調整偏輥軸承座或卷繞機芯軸承座,確保與單元中心線垂直。
耐候鋼。
2.折邊
1)原因
原因壓環配對不合理,上壓環外徑過大或重疊量設置過大,耐候鋼受到較大的壓力。處理措施:更換外徑小的壓環,合理設定重疊量,可以消除折邊。
2)原因
圓盤剪切的兩側刀軸與單元中心線向外(耐候鋼運轉出口側)相比為0.25°,極薄板的剛性和張力度不如厚板,因此偏向角度小而折邊。
相關標簽:
- 上一個:您知道如何控制耐候板的厚度嗎?
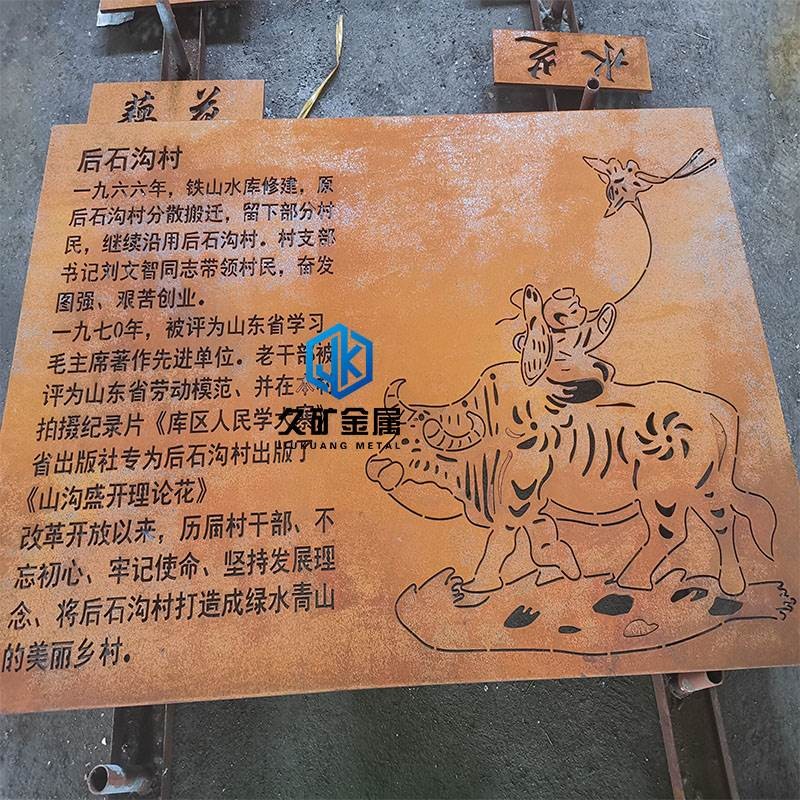
- 下一個:耐候鋼景墻鏤空雕刻背景板
新聞資訊
- 2021-08-21
- 2022-10-31
- 2020-04-03
- 2022-10-31