新聞資訊
最新資訊
聯系我們
手機:18769583637
聯系人:魯經理
公司新聞
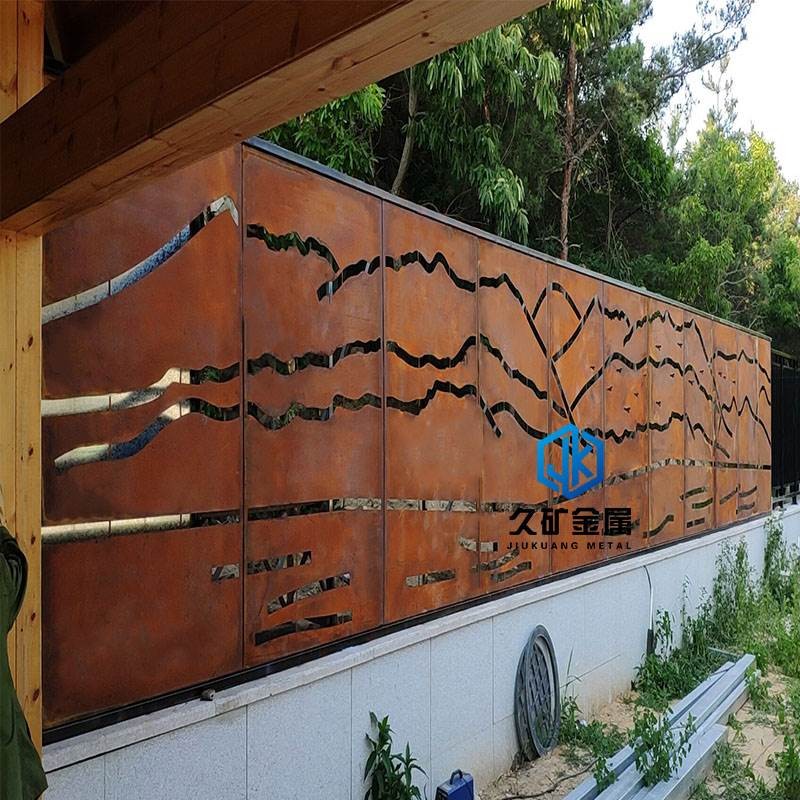
耐候鋼板切割橫斷面印痕分析
從耐候鋼板切割橫斷面印痕分析,關鍵也是受切割機器設備的影響造成收邊不整平。從總體上主要是切割解決不科學導致的。
1.是對割槍部位的固定不動,務必高寬比有效且要豎直,前后左右、上下都不可以有誤差;
2.是對數控機床低溫等離子切割機的調節,務必將割炬調節到最好,過大或過小都是會影響鑄坯的割面;
3.是鋼坯鑄機切割機中割槍的晃動、精準定位操縱件斜柱不適合短,當場的斜柱適度地延長約7cm,擺陀延長約2cm,解決了割槍挪動全過程中導致的震動難題;
4.是機械零部件的融合要密切,滾動軸承、銷孔的空隙不可以過大,由于切割全過程是在鑄坯的運動狀況下一起開展,機械設備各組件的松脫會造成割槍的晃動,從而影響到切割實際效果。
切割電流量
提升切割電流量一樣能提升低溫等離子弧的輸出功率,但它遭受較大容許電流量的限定,不然會使低溫等離子弧柱變寬、割縫總寬提升、電級使用壽命降低。
氣體壓力
提升氣體壓力既能提升弧柱工作電壓,又能提高對弧柱的縮減功能而使低溫等離子弧動能更為集中化、噴涌力更強,因此可提升切割速率和品質。但氣體壓力過大,反倒會使弧柱減短,損害發熱量提升,使切割工作能力變弱,直到使切割全過程不可以正常的開展。
耐候鋼板選用低溫等離子切割不豎直的緣故
電級內縮量下跌
說白了內縮量下跌就是指電級到割槍內孔的間距,合適的距離能夠使電孤在割槍內獲得較好的縮小,得到動能集中化、溫度高的等離子體弧而實現合理的切割。間距過大或過小,會使電級比較嚴重燒蝕、割槍燒毀和切割工作能力降低。內縮量下跌一般取8-11mm。
割槍高寬比
割槍高寬比就是指割槍內孔至被切割耐候鋼板產品工件表層的間距。該間距一般為4~10mm。它與電級內縮量下跌一樣,間距要適合才可以充分運用低溫等離子弧的切割高效率,不然會使切割高效率和切割品質降低或使割槍燒毀。
切割速率
之上多種要素立即影響低溫等離子弧的縮小效用,也就是影響低溫等離子弧的環境溫度和比能量,而低溫等離子弧的高溫、高效率能量確定著切割速率,因此上面的多種要素均與切割速率相關。在確保切割品質的條件下,應盡量避免的提升切割速率。這不僅僅提升生產效率,并且能降低被割零件的形變量和割縫區的熱影響地區。若切割速率不適合,其實際效果反過來,并且會使粘渣提升,切割品質降低。
切割方式
低溫等離子切割方式除一般方式外,派出現的方式也有水縮小低溫等離子切割等。最常見的辦法是一般低溫等離子切割和氣體低溫等離子切割。
- 上一個:耐候鋼板
- 下一個:耐候鋼的加工特點是什么
新聞資訊
- 2021-09-01
- 2020-03-12
- 2021-08-18
- 2021-09-01